想了解我们的【伊犁】(当地)直缝焊管,镀锌内涂塑钢管工厂直销产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内全面了解产品的精髓。
以下是:【伊犁】(当地)直缝焊管,镀锌内涂塑钢管工厂直销的图文介绍
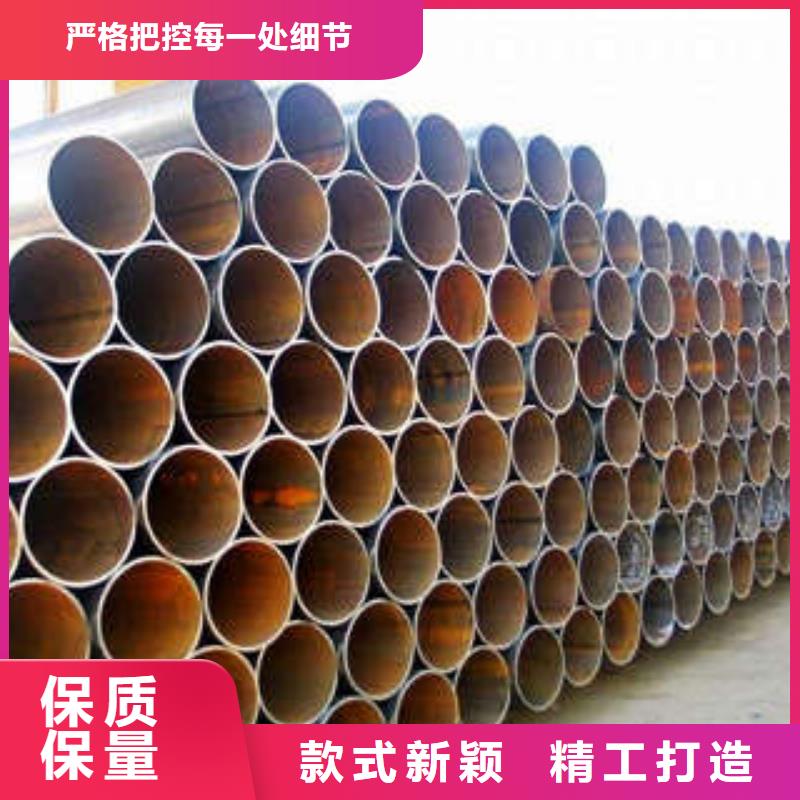
直缝焊管,镀锌内涂塑钢管工厂直销")
在日常工作生产中,对于长期存放的焊管应定期检查,常常对露在外面的焊管表面须保持清洁,清除污垢,整洁地存放在室内透风干燥的地方,严禁堆置在露天或者的地方。常常保持焊管的干燥和透风,保持其清洁和整洁,按照正确的存放方法存放。 安装的时候,可将焊管按连接方式直接焊接在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意不锈钢焊管介质流向,不锈钢焊管安装时应该水平或者垂直安装。焊管在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。 再回到焊管的加工过程中,弯曲拉伸是深加工焊管的一个程序,在这个过程中很容易产生焊缝开裂现象,产生大量的废品。为了防止类似问题的发生,需要采用适当的润滑剂对焊管的拉深和弯曲有明显的效果。因为润滑剂能够在凸、凹模之间形成一层有一定韧性和延伸率的薄膜,因而有利于焊管的拉深和弯曲成形。 对于拉深变形程度大、弯曲成形困难的焊管拉伸件,在实际生产中可以使用聚氟薄膜来充当润滑剂。聚氟薄膜具有极好的抗撕裂强度、一定的韧性和延伸率且容易清洗。涂复干膜后,在拉深过程中干膜能随坯料一起变形,可以始终将坯料与模具隔开,加之薄膜本身具有一定孔隙度和大量纤维裂纹,故也可存放一定的润滑油,所以该薄膜相当于一层干膜润滑剂。
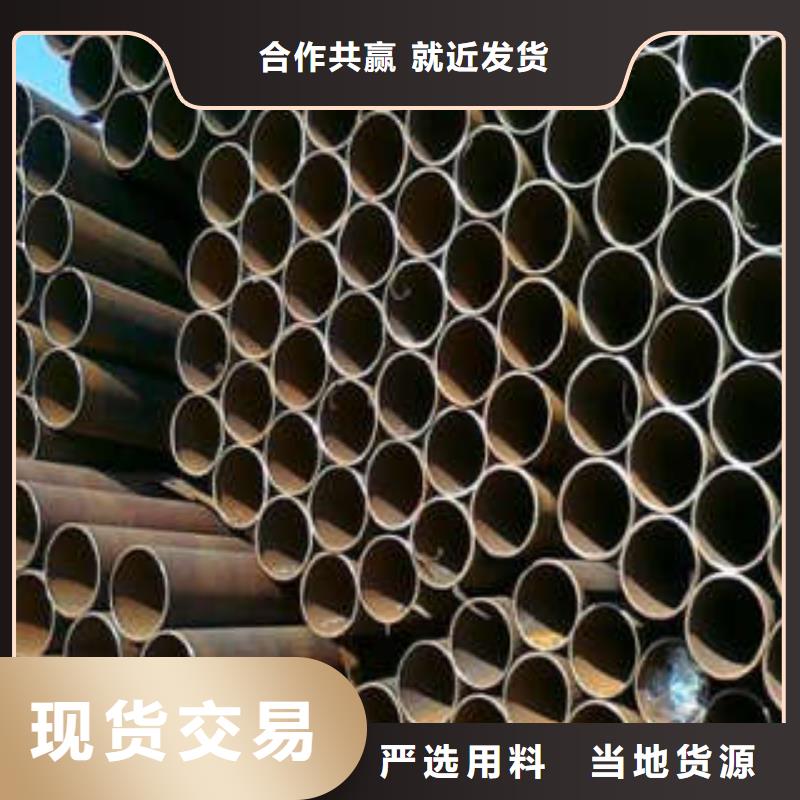
直缝焊管,镀锌内涂塑钢管工厂直销")
直缝焊管,镀锌内涂塑钢管工厂直销")
下山成型法焊管设备下山成型可明显的边缘延伸.加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上汀? 铜管是制冷装置的重要原材料,主要用于制作换热器和连接管道、管件。制冷空调焊管的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练地操作,以确保焊接的质量。 对同类材料的焊接铜与铜的钎焊可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。钢与钢的焊接可选用黄铜条焊料加适当的焊剂。 焊接时,将焊料加热到一定温度后插放在焊剂中,使焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防止产生腐蚀。对不同类材料的焊接铜与钢或铜与铝的焊接可选用银铜焊料和适当的焊剂,焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防止产生腐蚀。
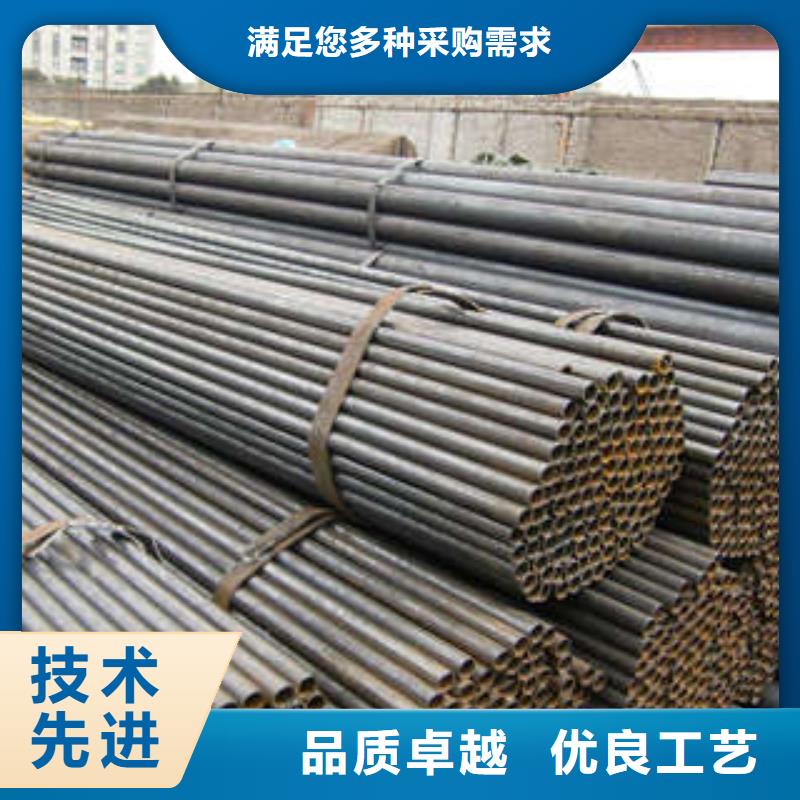
直缝焊管,镀锌内涂塑钢管工厂直销")
直缝焊管,镀锌内涂塑钢管工厂直销")
直缝焊管,镀锌内涂塑钢管工厂直销")
鸿顺管道科技有限公司是具有多年历史的 伊犁热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、制造企业,是我国 伊犁热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、生产基地专业制造厂家之一。公司位于经济开发区,交通便捷,通讯畅达, 伊犁热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、产品畅销全国各地,深受用户欢迎。
直缝焊管,镀锌内涂塑钢管工厂直销")
直缝焊管,镀锌内涂塑钢管工厂直销")
但是焊时有两个缺点:一是铜电极与钢板,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,焊的电流性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。 感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8mm的空隙为宜。采用感应焊时,由于感应圈不与钢板,所以不存在磨损,其感应电流较为,保证了焊接时的性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。 下山成型法焊管设备下山成型可明显的边缘延伸.加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上汀? 下山成型法焊管设备下山成型可明显的边缘延伸.加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上汀?
直缝焊管,镀锌内涂塑钢管工厂直销")
直缝焊管,镀锌内涂塑钢管工厂直销")
直缝焊管,镀锌内涂塑钢管工厂直销")




 扫一扫
扫一扫